No processo de moldação assistida a água, as fases de enchimento e de compactação de material são determinantes para a obtenção de peças conformes.
No caso de peças tubulares e bifurcadas, após as fases de enchimento e de compactação, se não existir uma compactação uniforme ao longo do comprimento da peça, não haverá uma divisão equilibrada do fluxo de água na zona da bifurcação. Desta forma, a localização do ponto de injeção de material é crucial, uma vez que esta deve promover uma compactação de fundido uniforme.
Através da Figura 1, verifica-se que o lado esquerdo da peça não está completo, ao contrário do lado direito. Assim, quando a água entra em contacto com o fundido, tende a perfurar a zona que apresenta uma menor resistência à sua passagem. Uma vez que no lado esquerdo existe uma dada quantidade de volume livre, há uma maior facilidade da água em empurrar o fundido em direção ao overflow esquerdo e, consequentemente, há diferenças na quantidade de material presente em cada reservatório. A Figura 2 apresenta o percurso realizado pela água.
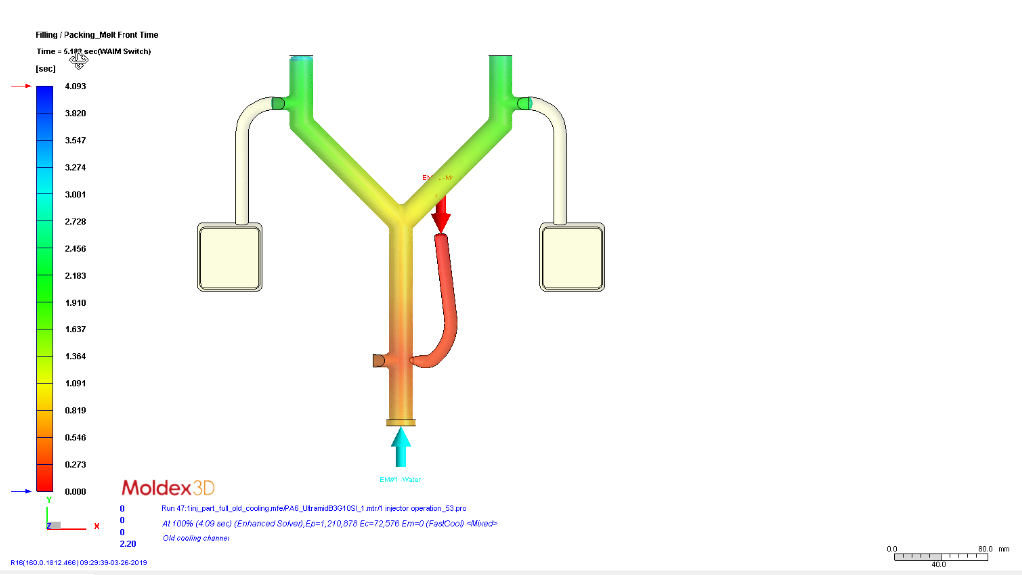
Figura 1 – Não uniformidade na compactação de material na peça
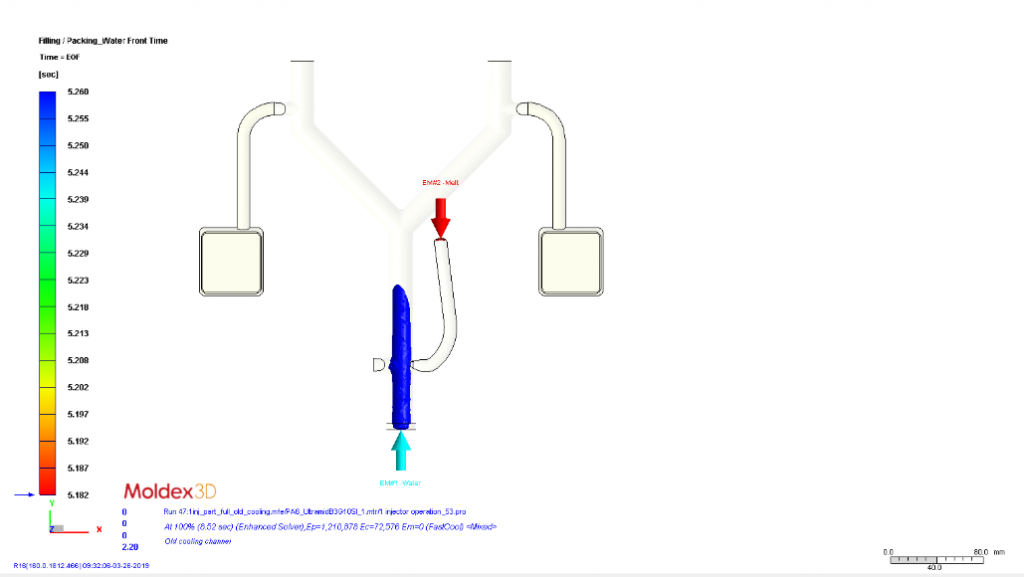
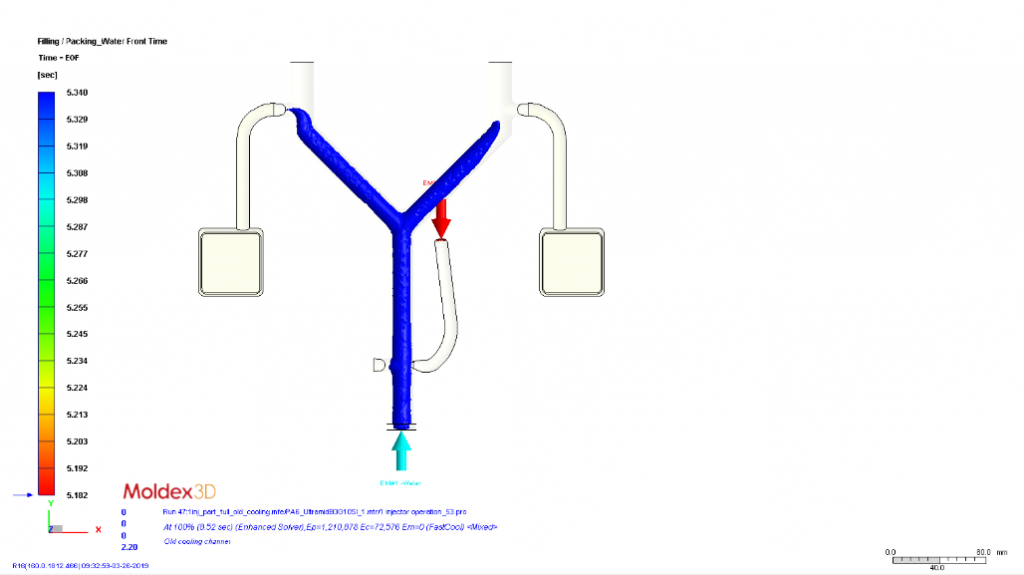
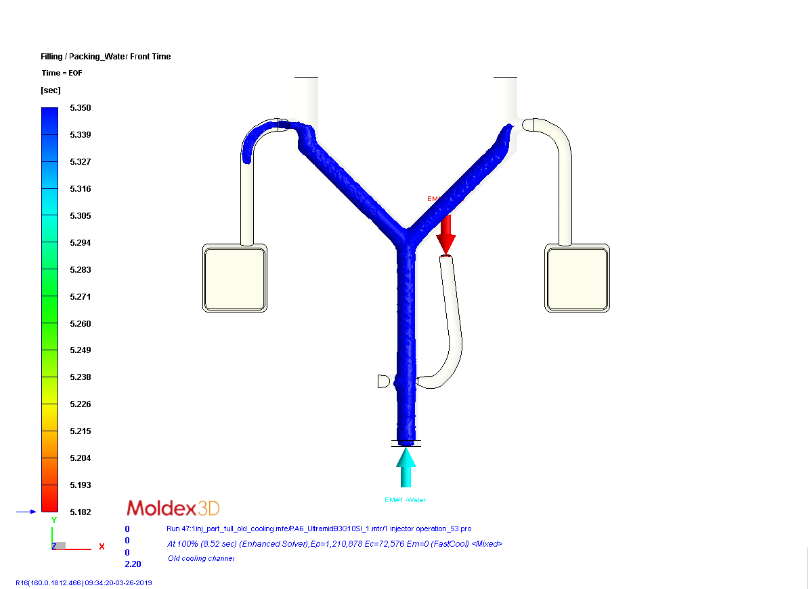
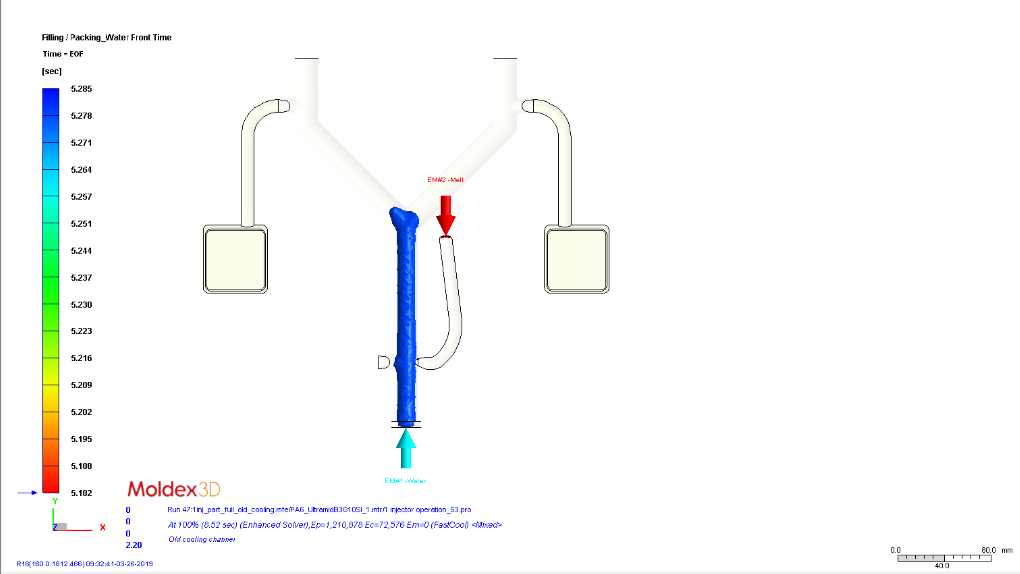
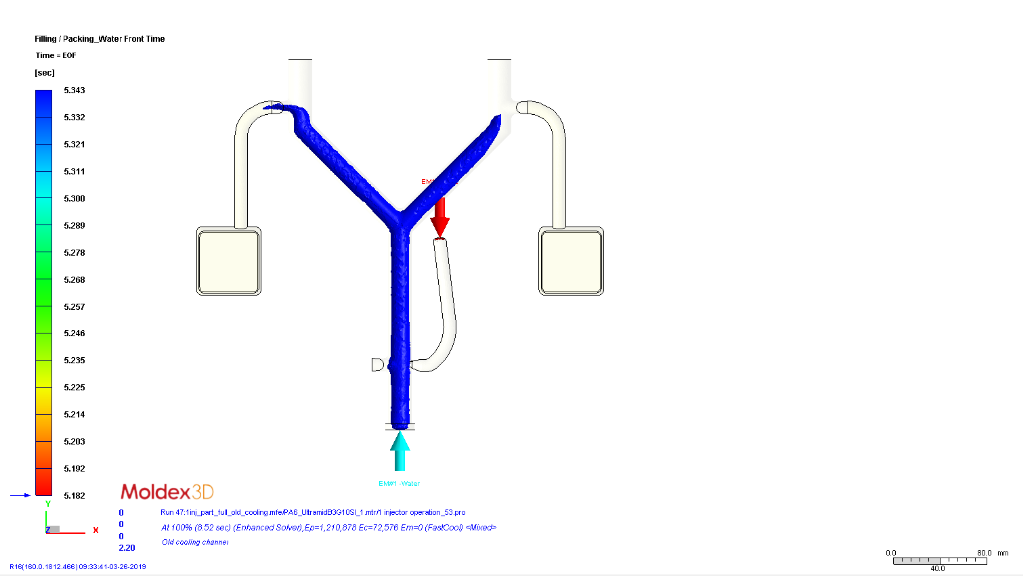
Figura 2 – Percurso realizado pela água numa peça que não possui uma compactação de fundido uniforme
Quando há uma otimização das condições do processo, de forma a ser obtido um enchimento total do volume da peça, existe uma divisão equilibrada da água pelos dois reservatórios (Figura 3). Desta forma, a quantidade de material presente em cada overflow é, aproximadamente a mesma.
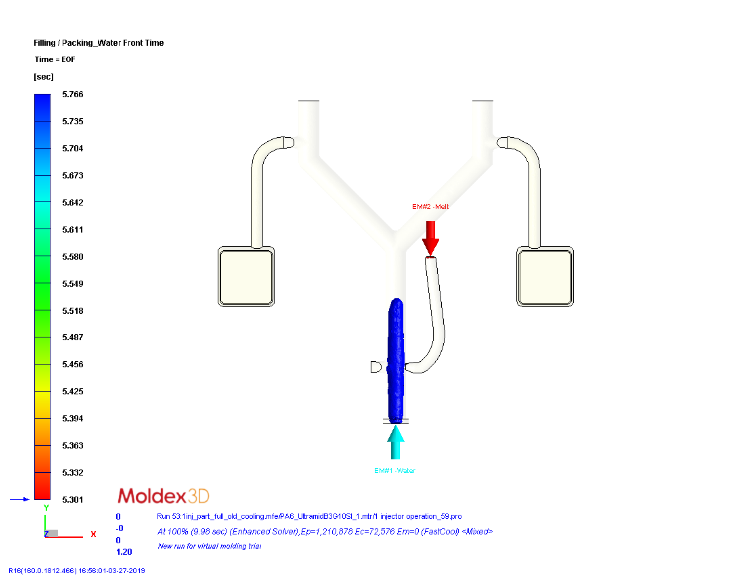
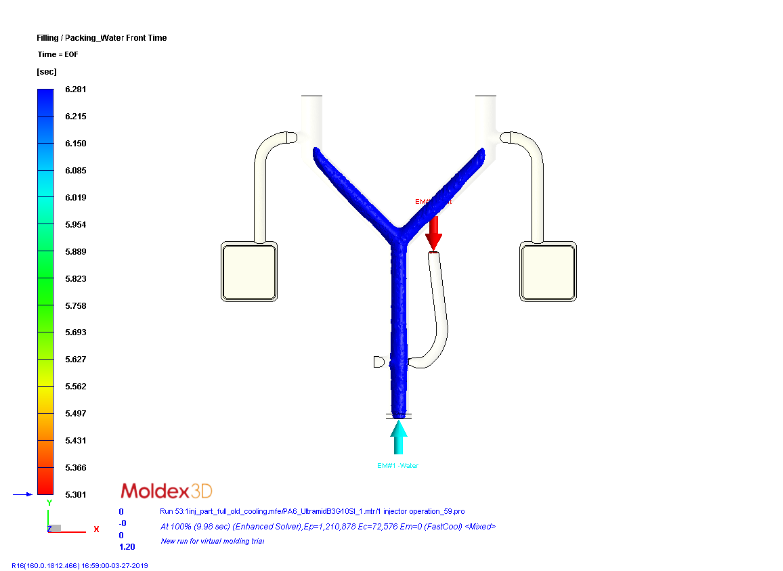
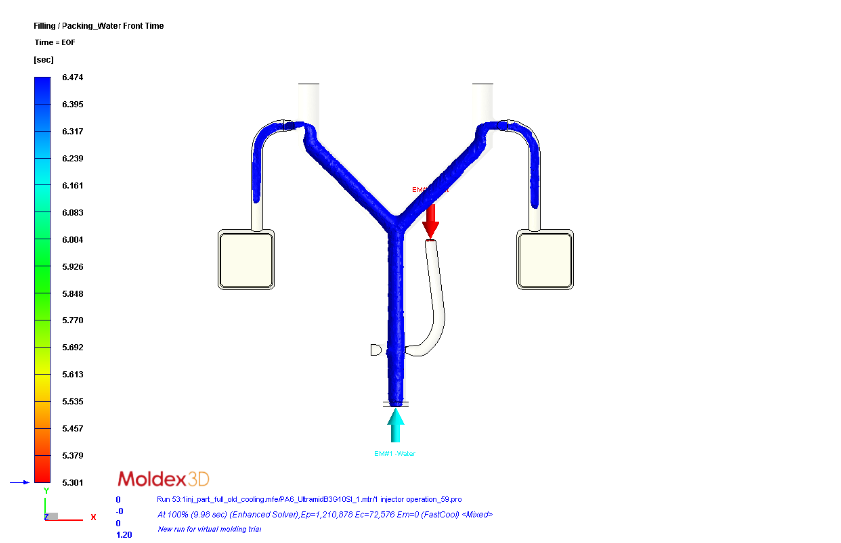
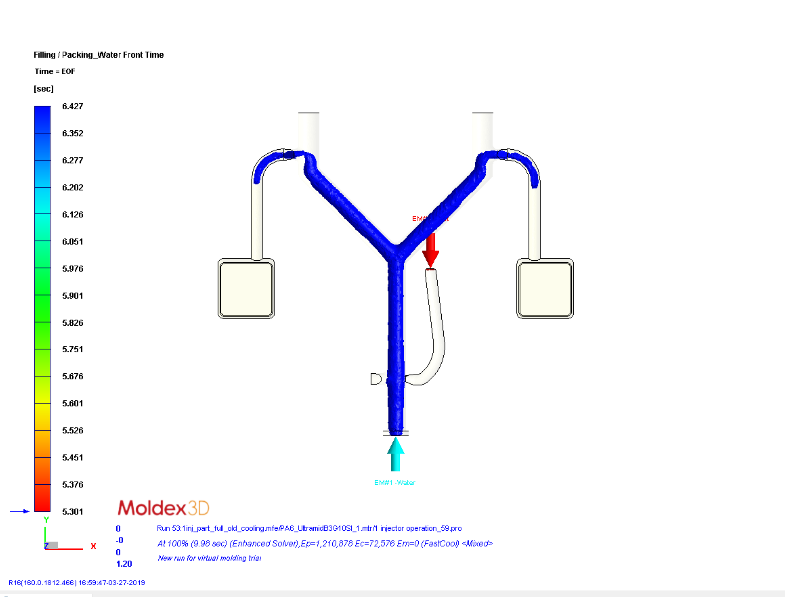
Figura 3 – Percurso realizado pela água numa peça uniformemente compactada.
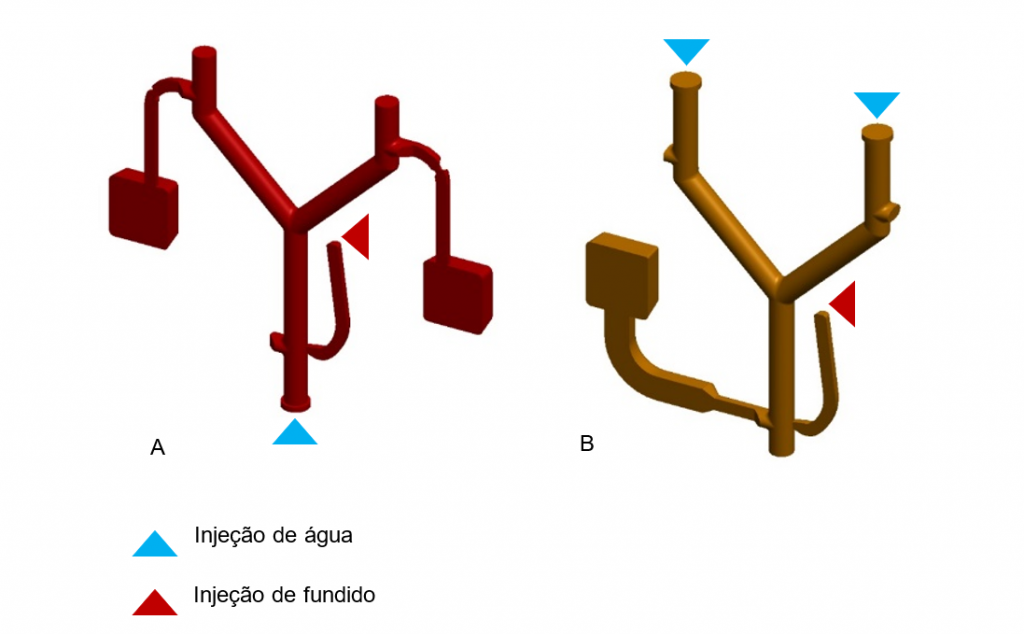
Estudos básicos foram realizados neste projeto com geometria tipo Y com o intuito de estudar a bifurcação da água e o controlo com um e dois injetores de água.